Calculate Die Casting
You can use the Calculate Die Casting cost model to calculate the process times and costs for the die casting manufacturing process in metalworking. In FACTON, there are value rule tables and formulas defined at the cost model providing you with information on:
- the anticipated cycle time,
- the possible process output per time and cycle,
- the material consumption, and
- the material consumption,
- the primary and secondary processing times.
In the cost model Die Casting a distinction is made between hot and cold chamber processes.
The table shows typical application scenarios of the cost model for parts and industries:
| Typical parts | Typical Industries |
|---|---|
|
|
You need knowledge of the
Procedure
The following example illustrates the process and structure of the
The black triangle ◣ helps you identify editable values.
The Consistency Rule Violation check is available to you when entering values. The consistency rule violations check notifies when there are missing values and verifies the accuracy of the values entered.
When you hover over one of the consistency rule violations icons with your mouse, a tooltip appears with the specific reason for the consistency rule violations.
Step 1: Create Should Cost Calculation
Further Information ► Create Should Cost Calculation
Step 2: Insert Process
Insert Process
- In the Structure view, highlight the project element you wish to insert under the process.
- Click Edit ► Insert ►
 Process in the ribbon.
Process in the ribbon. A process is inserted in the calculation structure.
- Change the label to
- Define the following properties for the process in the Details ► General Properties view schema (combobox):
-
In the Details ► Calculation view schema, select the
A new group Manufacturing Valuation appears with sub-groups.
| Material Classification* | |
| Manufacturing Method* | |
| *FACTON recommends the appropriate materials and machines in the queries for the processes by allowing you to select the material classification and manufacturing process. | |
When changing valuations, the sub-elements are grayed-out and no longer considered in the calculation.
Step 3: Insert Material
Values must be entered at the material for the Density and the Material Classification properties in order to calculate the primary processing times.
Values for the following property are determined via value rules by selecting the material classification:
- Specific Die Casting Pressure
- Thermal Conductivity
- Specific Heat Capacity
You can view the properties at the process under Details ► Calculation ► Manufacturing Valuation ► Material.
You can insert
The latter is shown in the following, because it illustrates the inputs required for calculation.
Insert Local Material
- Select the »Die Casting« process in the Structure view.
- Click on Edit ► Insert ►
 Insert New Local Material (Mass).
Insert New Local Material (Mass).A local material is inserted under the »Die Casting« process.
- Change the label to »Die Casting Material«.
- Under Details ► Technical Data view schema, select a
- Aluminum
- Zinc
- Tin
- Magnesium Alloy
-
In the Details ► Overview view schema (combobox) of the
Calculation Density Price per Unit 
You can use the following
Values are determined at the process in the Calculation ► Manufacturing Valuation ► Material group for the following properties using value rules based on the material classification:
- Specific Die Casting Pressure
- Thermal Conductivity
- Specific Heat Capacity
Step 4: Describe Part
The part properties are required in order to determine the cycle time.
Describe Part
- In the Structure view, select the process.
- Enter the following values for the part in the Details ► view schema Calculation ► Manufacturing Valuation
These values are required in order to calculate additional values:
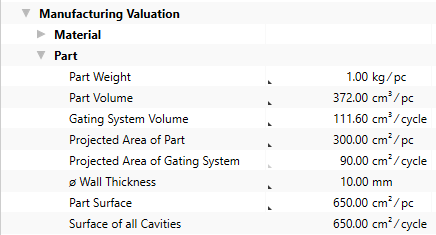
Additional values are calculated based on the input values for the part and shown at the
| Part Property | Calculated Value | in Group |
|---|---|---|
| Gating System Volume |
|
Material |
| Part Volume | Part Weight | Part |
| Projected Area of Part | Projected Area of Gating System | |
| Projected Area of Part |
|
Clamping Force |
| Ø Wall Thickness |
|
Primary Processing Time |
Step 5: Insert Machine
You can use the calculated Required Total Clamping Force and the Material Usage Weight to determine the required machine and insert it. The required total clamping force is the minimum amount of force a machine must supply in order to manufacture the described part.
To calculate the number of cavities values must be entered at the machine for the Machine Type, Available Clamping Force and Shot Mass of the Machine properties.
You can insert
The latter is shown in the following, because it illustrates the inputs required for calculation.
Insert Local Machine
- Select the »Die Casting« process in the Structure view.
- Click Edit ► Insert ►
 Insert New Local Machine in the ribbon.
Insert New Local Machine in the ribbon.A machine is inserted under the »Die Casting« process.
- Change the label to »Die Casting Machine«.
- Under Details ► Technical Data view schema, select a
- Cold-Chamber Die Casting Machine
- Hot-Chamber Die Casting Machine
-
In the Details ► Overview view schema (combobox) of the
Calculation ► Investment Purchase Value Calculation ► Fixed Machine Cost Depreciation Period 6 a Technical Data Available Clamping Force Machine Shot Mass 12.00 kg
You can use the following
Sufficient clamping force for the machine is determined by the sum of the Required Clamping Force for Part and Clamping Force by Projected Area of Gating System.
Calculated values of the Die Casting cost model:
The following values are calculated using the data entered and then shown in the Details ► Calculation view schema:
- Cycle Time
- Ʃ Measure Values Cycle Time (if a technical measure has been added to the process)
- Cycle Time including Ʃ Technical Measures (if a technical measure has been added to the process)
- Cycles per Time
- Output per Cycle
- Output per Time
- Time per Unit Output
- Absolute Frequency of Occurrence
- Percentaged Frequency of Occurrence
Step 6: Insert Worker and Tool
Insert Worker
- In the Structure view, select the
- In the ribbon, click on Edit ► Insert ►
 Worker.
Worker.The corresponding labor costs for the worker are determined based on the sector, the reference location, the reference date, and the labor group.
Insert Tool
- In the Structure view, select the process
- Click Edit ► Insert ►
 Insert New Local Tool.
Insert New Local Tool.The tool is inserted under the process.
Step 7: Additional Fine Tuning
You can continue fine-tuning the settings at the process in the Details ► Calculation ► Manufacturing Valuation group:
| Group | Properties |
|---|---|
| Material |
|
| Clamping Force |
|
| Secondary Processing Times |
|
| Primary Processing Time |
|